简单说一下工位数是指工位的数量。工位是生产过程最基本的生产单元,在工位上安排人员、设备、原料工具进行生产装配。根据装配项目布置工位现场,安排工作成员和人数。工位现场有工具及工具料架,零件及零件料架,工作设备,电源插口,水杯架等组成。工位人员组成是根据装配项目安排,一般一个工位有两到三人操作,有技工或操作工等。
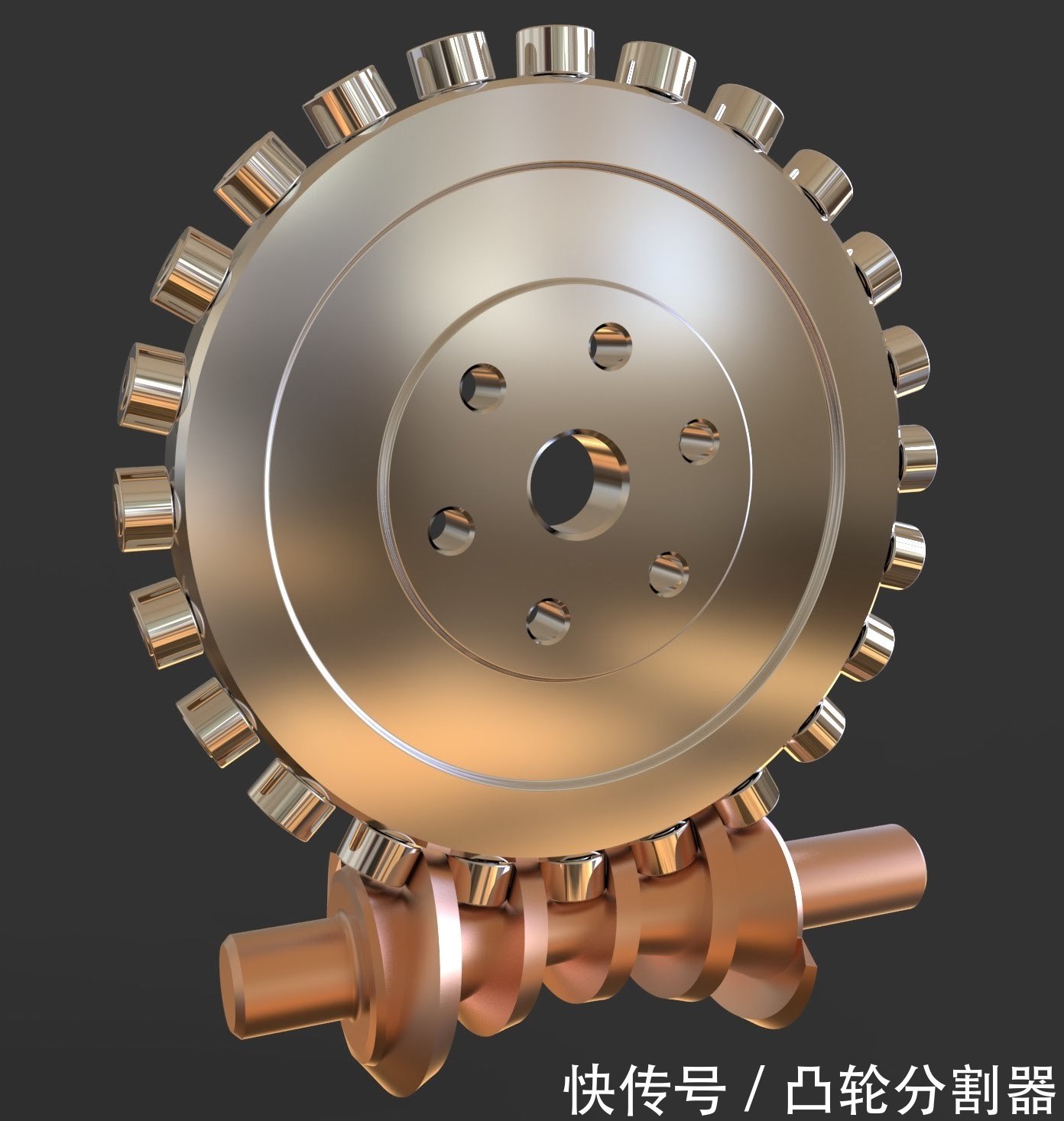
分割器工位数,指的就是分割器中出力轴的定位分割等份,也就是说,在入力轴旋转一周的情况下,出力轴旋转一个工位,分割器的工位数即是出力轴能够分割的等份。分割器的工位数是以输出轴每次转运的角度⊙除 360°所得的数工位数N,360°÷⊙=N。工位数N与输出轴分度盘上装载的滚针轴承的数量有关系,通常情况下,分度盘上的滚针轴承数量与工位数相同,
当工位N≤4时,出现以下情况:N =4时,分度盘上的滚针轴承的数量是2N(每次动程角拨动2个滚针轴承);工位数N=2时,分度盘上的滚针轴承是3N,凸轮曲线每次拨动3个滚针轴承;当分度数N太大时,由于受分度盘直径的大小影响无法安装太多的滚针轴承,一般采用将凸轮曲线进行分段,同样直线也是分段(但曲线形式也随之可能会改变),这样不会因为滚针轴承数量太多,分布开来其直径太小影响分割器的载荷量。
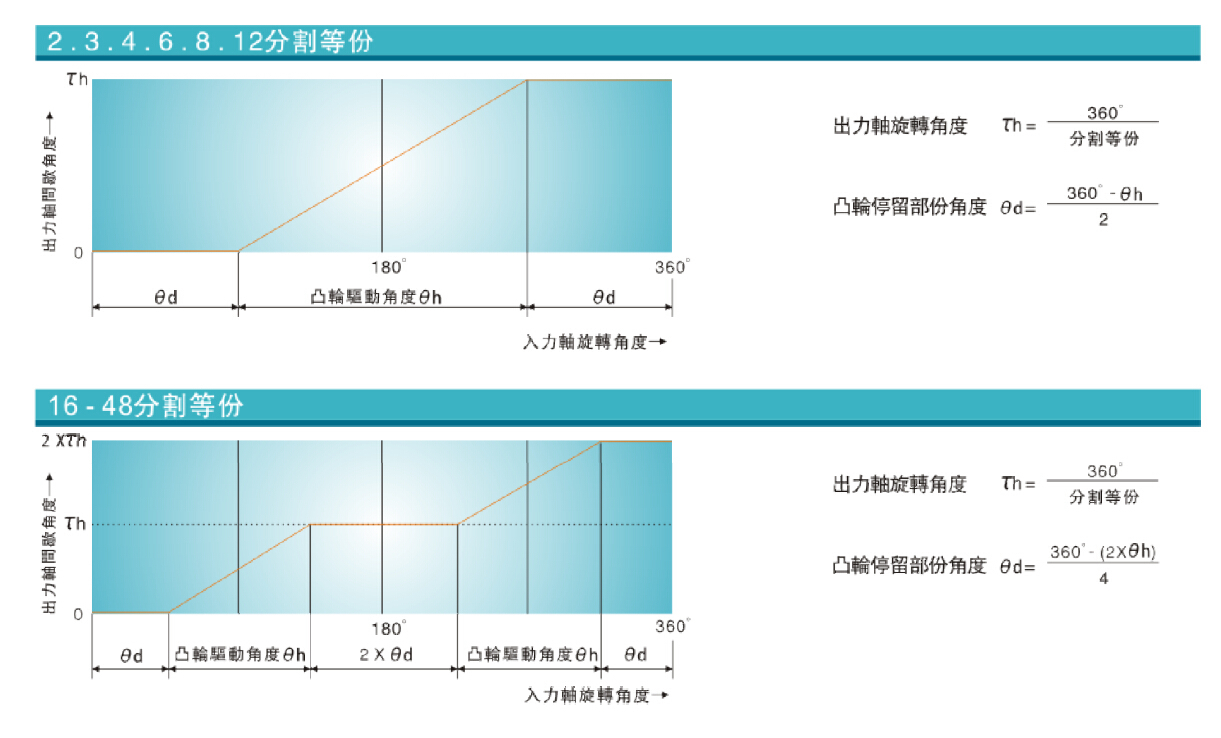
所以常用的工位数有2,3,4,5,6,8,10,12,16,20,24,30,32,36,40,48等(能被360整除的数),2到16工位的分割器是单导程的变形正弦曲线,16到48等工位的分割器是双导程、三导程、四导程的变形台型曲线、变形等速度曲线。凸轮分割器工位数越多工艺越复杂,所以在选用16工位以上的建议先咨询凸轮分割器厂家帮您计算选用,希望能帮到您。



 锐鑫手机APP
锐鑫手机APP 锐鑫微信公众号
锐鑫微信公众号










